Call us now :07971189498

 Send Inquiry
Send InquiryHeavy Duty Airlock Valves
Price 1000 USD ($)/ Set
MOQ : 1 Set
Heavy Duty Airlock Valves Specification
- Voltage
- 220V / 380V / 415V
- Connection
- Flanged
- Finish
- Smooth Industrial Paint Finish
- Sealing
- High-Temperature Seals
- Size
- Multiple sizes as per requirement
- Material
- Cast Iron
- Power
- Electrical Watt (w)
- Media
- Air / Powder / Granules
- Temperature of Media
- Up to 250C
- Port Size
- 100 mm to 400 mm (Custom Sizes Available)
- Flange
- Drilled to ANSI / DIN / IS Standards
- Application
- Cement, Food, Chemical, Pharmaceutical, and Power Industries
- Rotor Type
- Open/Closed Ended Rotor Design
- Number of Blades
- 6 / 8 Blade Rotor
- Body Thickness
- Robust Heavy Duty Construction (8mm-20mm)
- Noise Level
- Low Operating Noise
- Capacity Range
- Up to 80 m3/hr
- Leakage Prevention
- End Seals and Gland Packing
- Design Standard
- As per Industrial Norms / Customized
- Drive
- Direct / Chain Drive
- Motor Mounting
- Foot / Flange Mounted
- Shaft Material
- EN8/EN9 Hardened & Ground
- Operational Duty
- Continuous Heavy Duty
- Surface Treatment
- Anti-Corrosion Coating
- Bearing Type
- Grease Lubricated / Oil Lubricated
Heavy Duty Airlock Valves Trade Information
- Minimum Order Quantity
- 1 Set
- Supply Ability
- 30 Sets Per Month
- Delivery Time
- 3 Week
- Packaging Details
- Wooden boxes and customization also available if required.
- Main Export Market(s)
- Australia, North America, Eastern Europe, Middle East, South America, Africa, Western Europe, Asia, Central America
- Main Domestic Market
- All India
About Heavy Duty Airlock Valves
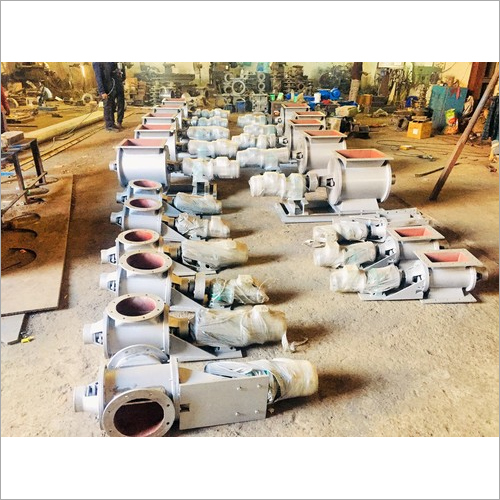
Clients can avail from us a wide range of Heavy Duty Airlock Valves for which we are well-known manufacturer and supplier. Used for dust discharge device, the offered valves are manufactured in tandem with the guidelines laid in the industry. To ensure safe dispatch at the clients' premises, the offered valves are packed properly. Post-production, the offered Heavy Duty Airlock Valves are checked rigorously to ensure defect-free range.
Key Features:
- Sturdy construction
- High performance
- Minimal maintenance
Engineered for Demanding Applications
Heavy Duty Airlock Valves are specifically designed to handle rigorous operational environments found in industries like cement, chemicals, and power. The valves' sturdy body, built from thick cast iron and finished with corrosion-resistant coatings, guarantees longevity even under harsh conditions. With a low operating noise and high-temperature seals, these valves offer both operator comfort and reliable sealing performance throughout continuous processes.
Customizable Design & Capacity
Available with open or closed ended rotors-each featuring 6 or 8 blades-these airlock valves can be tailored to meet precise requirements. Capacity ranges up to 80 m3/hr, while port sizes from 100 mm to 400 mm (and custom options) allow integration with a variety of systems. Compliance with ANSI, DIN, or IS flange standards assures seamless installation in any industrial setting.
Versatile and Efficient Operations
The valves excel in transferring diverse media-from fine powders to granules-across temperature ranges up to 250C. Foot or flange mounted motors, direct or chain drive systems, and robust lubricated bearings mean consistent, efficient performance. End seals and gland packing safeguard against leakage, helping maintain operational safety and material integrity across shifts.
FAQ's of Heavy Duty Airlock Valves:
Q: How do these Heavy Duty Airlock Valves prevent leakage during operation?
A: Leakage is minimized using end seals and gland packing. This dual sealing system ensures material containment and reliable pressure isolation, even during continuous heavy duty use or when handling fine or abrasive materials.Q: What is the process for selecting the right airlock valve configuration for my application?
A: To choose the ideal configuration, consider your media type (powder, granules, air), required capacity (up to 80 m3/hr), temperature (up to 250C), and connection standards (port size, flange type). Customization options in rotor design, drive type, and mounting allow optimal integration with your operation.Q: When should I consider using an open ended versus a closed ended rotor design?
A: Open ended rotors suit bulk material discharge and higher throughput, while closed ended rotors are ideal for precision metering and minimizing material leakage. Your process demands and flow requirements determine the best choice.Q: Where are these airlock valves commonly applied?
A: These valves are widely used in industries such as cement, food processing, chemical production, pharmaceuticals, and power plants-anywhere controlled transfer of powders, granules, or air is required under heavy duty conditions.Q: What are the benefits of the anti-corrosion coating and robust construction?
A: The anti-corrosion coating and thick cast iron construction extend the valve's operational life, reduce maintenance needs, and ensure consistent performance even in corrosive or abrasive environments.Q: How does the choice of drive and mounting affect usage?
A: You can select between direct or chain drives and either foot or flange mounting, allowing greater flexibility in installation and maintenance-tailoring the setup to specific site constraints or process needs.
Tell us about your requirement

Price:
Quantity
Select Unit
- 50
- 100
- 200
- 250
- 500
- 1000+
Additional detail
Mobile number
Email

More Products in Rotary Airlock Valves Category

ROTARY AIRLOCK VALVE
Price 29500 INR / Number
Minimum Order Quantity : 1 Number
Media : Other, Powder / Granules / Dust / Solid
Sealing : Gland Packing / ORing (as per application requirements)
Finish : Other, Smooth / Powder Coated
Port Size : 150 mm 400 mm

CI Rotary Air Lock Valve
Price 1000 INR / Piece
Minimum Order Quantity : 1 Piece
Media : Other, Air / Powder / Granules
Sealing : Neoprene Rubber Seal
Finish : Other, Smooth Surface Finish
Port Size : 100 mm to 400 mm

Rotary Feeder Valves
Price 1000 USD ($) / Set
Minimum Order Quantity : 1 Set
Media : Other, Powder, Granules, Cement, Fly Ash
Sealing : Neoprene Gasket
Finish : Other, Smooth
Port Size : 100 mm to 400 mm
Rotary Airlock Valves at Best Price in India
Price 28500 INR / Set
Minimum Order Quantity : 1 Set
Media : Other, Air, Powder, Granules, Dust
Sealing : Neoprene / Silicon / Viton Gland Packing
Finish : Other, Smooth, Corrosion Resistant
Port Size : 100 mm to 400 mm


Plot No. 40, Kailash Nagar Estate, Phase - 1, Vatva Gidc.Ahmedabad - 382445, Gujarat, India

Mr Amit Sathvara
(Proprietor)
Mobile :07971189498
 Send Inquiry
Send Inquiry Send SMS
Send SMS Call Me Free
Call Me FreeDeveloped and Managed by Infocom Network Private Limited.
